Since
2008, our customers have created over a thousand jobs in
paint finishing, opened new facilities, expanded existing
ones, and brought millions in production back to the USA.
Improved paint finishing operations have added greater
than $60 million to their businesses. The average
NAPaint project ROI is less than 5 months. Annual
benefit can exceed $10 million.
PAINT
FINISH
QUALITY
Consistent
quality finishing can be achieved and sustained at a high level of
efficiency. But, complex high volume production paint
lines are insufficient by themselves to do it. It is not
enough to spray expensive paint, to use a ridiculously expensive
applicator or even more expensive robot. Without a special
knowledge of the equipment, integration, process and application,
paint finishing might feel like a crap shoot. A few days you
win . . . most days you lose.
To
start, just
about anything and everything in and around the paint shop can affect the quality of the
finished product. The following discussion and analysis
covers some of the more common
defects found in paint application systems and those that are responsible for producing the greatest
proportion of imperfections. We hope you will find this helpful when analyzing and troubleshooting finish quality issues.
PAINT
DEFECT ANALYSIS
NA
Paint offers true turn-key services for
paint defect analysis and correction. We identify paint defect root cause.
And we fix it. It is that simple.
Our working knowledge of
industrial paint processes,
electrostatics, 1K, 2K, and 3K basecoats, clearcoats and
tri-coats, solvent and waterborne chemistry, AdPro, conductive
primers, E-Coat, steel, plastics, SMC and carbon fiber, conveyors, washers, air houses, ovens,
flash tunnels, air flow, sludge systems, waste recovery and treatment, system
controls and integration, robot automation, spray guns, bells,
flow control systems, paint supply and distribution,
compressed air systems, contaminants, and overall good paintshop practices
are extremely beneficial for
fast, efficient, and absolute problem solving.
For
the person who has spent a few days around production paint
operations, it should be no trouble to point out dirt, fibers,
craters, solvent pop, or even a paint spit. But the
elimination of these may be a greater challenge. NA
Paint offers turn-key services for paint defect analysis and correction. We identify paint defect root cause. We
eliminate the cause and the defect.
We
fully understand the importance of high yields and efficient paint
operations to your business We understand that you may have
already invested substantial resources and time chasing
paint problems. Give me a
call, Joe @ (708) 980-3758.
UNEVEN
FILM BUILD DISTRIBUTION
Variations
in paint thickness across the part are not uncommon in
electrostatic or conventional spray applications. In some
cases, these varying builds do not noticeably affect the quality
of the finished part. Sometimes though, heavy and light film
builds do regularly and significantly contribute to runs,
drips, sagging,
mottling,
striping, color mismatch,
crazing,
blistering,
solvent pop, craters, fish eyes,
peeling,
and surface roughness. If you cannot well control the paint
distribution across your finished part, then it is likely you
cannot well control the quality of finish on your product.
There is a real dollar
cost in lost productivity and increased operating costs that are associated with uneven paint
distribution. If the robot paint program builds areas of
high film on the part, you may see pops and sagging in this area
that result in increased levels of costly rework and scrap. Global overrides may fix the pops and sagging but create other
problems such as light areas, mottling, and color mismatch.
Light areas left by the robot may require manual touch-up, which
can open another can of worms.
SMC
Outgassing Thru Base/Clear.
The process control window
shrinks, the operator has less control, yields fall, rework, scrap
and finesse labor go up, production schedules are not met, and life
in paint can quickly become unbearable and even expose the
business.
Uneven
film builds have many causes but are most commonly created by
robot programs. Spray patterns,
atomizer positioning, speeds, and pathing must be adjusted
for uniform application. If paint process
parameters such as flow control, air pressure, conveyor speed,
part location, etc., are controllable and repeatable, then the
proper application of equipment can correct the problem.
DIRT
Regardless
of the method of application, dirt is the most generic and the
most common defect found in paint finishes. It can enter the
finishing process at any stage prior to, during, or after
painting. For example, the target substrate can be
contaminated prior to paint. It is also possible that the
paint can be contaminated. The application process can even
create the contamination. And, anytime in the wet, dirt can
impinge upon the wet finish and create a blemish.
Dirt
comes in many forms and it is the painters good fortune that it is
usually visible. A careful, methodical inspection of the
painting process should reveal at which stage dirt is introduced
into the painting process. Once the source and type of dirt
are identified, corrective action can be taken.
PAINT
SPITS
When
spray guns or bells fail to adequately atomize paint, spitting can
occur. Paint spits show up in the final finish in different
ways including as bumps, globs, splatter, and off-color spotting.
Spitting
can occur because of dirty nozzles or bell cups, partially plugged
paint feed tubes, surging paint, defective trigger hardware, when
atomizing air pressures are too low, by incorrect process control,
or other causes.
RUNS,
DRIPS, AND SAGS
This
category of blemishes can also be present in almost any system,
regardless of the method of application. These defects are
also visible, either in the wet, or during and after curing.
Runs drips and sags are almost always caused by the application on
the target of too much paint, either generally or locally.
Fortunately, there are a number of effective and efficient ways to
control both the rate and total of paint build-up on the part.
Paint
Spits and Sanding Marks In Conductive Primer on SMC.
Accurate
and repeatable control of paint application rates can significantly
improve this problem. All aspects of the applicator
including size, head to target distance, bell speed, spray pattern
size and distribution, voltage levels, dwell time, and angle of
application can and ought to be used to control finish
quality. The composition, shape, motion, and orientation of
the target ought to lend itself to the process in the most accommodating
way. Booth conditions can be a contributing factor.
Finally, the applied material must be suitable for the process.
MOTTLING,
STRIPING, AND COLOR MISMATCH
Mottling,
striping, and color mismatch are all terms used to describe color
variations on the finished part. The term mottling is
generally used when referring to color variations across a single
part. Often these variations in shades of color are
random. Sometimes, however, there is a distinct pattern and repetition
to the color variations. These can be described as striping
or checkerboarding. The term color mismatch is generally
applied when comparing the color of two whole parts such as a car
door to the body panels.
The
level of pigmentation in paint affects color.
On
parts painted with solid color paints from the same tote or batch
and have consistent solids suspension,
any color variation is almost always caused by film builds that
are below the level at which 100% hiding is achieved.
On
parts painted with metallic paints from the same tote or batch,
film builds that are below the level at which 100% hiding is
achieved is but one possible cause of color variations across a
single part, or among different parts. Possible causes of
color variation with metallic paints include variations in film
build, inconsistent fluid delivery, spray pattern non-uniformity,
paint impact speed, improper atomization, electrostatic effects,
and metallic flake damage.
To
help understand the cause of color variation in metallic paints,
it is convenient to visualize the metallic flakes as tiny strips of aluminum
foil. When these strips are laid flat on a surface they
reflect light. When these strips are perpendicular to the
surface, standing on end, they reflect very little light. If
part of a surface has the strips standing on end, and another part
has them lying flat, there will be a noticeable difference in
color. In other words, variations in the orientation of the
metal flakes relative to the surface is a cause of color mismatch
in metallic paints.
Generally,
the most desired appearance of metallic finishes is when all the
flakes are lying somewhat flat, some tri-coats the possible
exception.
So,
variations in film build affect the metallic flakes by providing
'deeper pools' of wet material in which the flakes can reorientate, by
electrostatic or other forces. Metallic applications
generally require a sufficient paint impact velocity to flatten
out the flakes on the surface. This is why air-atomized
guns, which apply paint at higher speeds, have traditionally been
used. Metallic flake damage is often caused by the paint
supply and recirculation system and is discussed more fully in the
chapter on paint
supply sytem sheer.
CRAZING
Crazing
describes small cracks that appear in the finish. Generally,
these cracks are quite numerous and have random axis, resembling a
dry lake bed. They are akin to the crazing seen in pottery
glazes.
Crazing
is caused when two materials bonded together expand or contract at
different rates causing lateral surface forces greater than the
strength of bond. The expansion and contraction can be
caused by thermal, chemical, or mechanical forces. Crazing
can appear at any adhesion interface including that between
substrate and primer, between primer and basecoat, or between
basecoat and clear coat.
It
is often easy to determine which adhesion point cracks and whether
or not the cause is thermal.If it is thermal related, as usually is the case, it is
often easy to determine the conditions under which the crazing
occurs, e.g. which stage of heating or cooling.Usually, thermally induced
crazing is controllable, either by less abrupt temperature
changes or by using materials with more closely matched
coefficient of expansions.
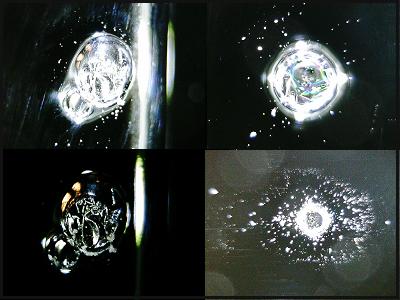
BLISTERING,
SOLVENT POP, CRATERS, and FISH EYES
These
terms are often used to describe relatively small circular
blemishes in the finished surface with a void of paint.
Although they are sometimes interchanged, the following
definitions are widely accepted.
A
blister is a raised area in the dry paint finish with a hollow
center that is crusted over, or was crusted over with paint.
Foreign materials painted over on the substrate can cause
blistering by evaporation during curing. Solvent pop is
closely scattered small blistering caused by solvent evaporation
during curing. This occurs when conditions do not permit
adequate flashing of solvents, either locally or across the
finished part. Craters are spots where the paint on the
surface, once coated, has receded, often concentrically, to leave
a spot with no paint. Cratering is caused by incompatible
foreign materials either in the paint or on the substrate.
Fish eyes are craters that have a bit of material remaining in the
center.
PEELING
Paint
peeling refers to paint that does not adhere to the surface.
It can appear in a wide range of geometries. It is usually
caused by incompatible foreign materials either in the paint or on
the substrate, but can also be caused by incompatible substrate
material, and occasionally improper paint application process
control.
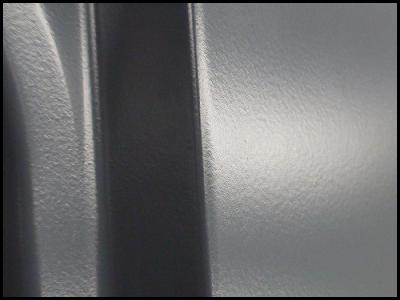
ORANGE
PEEL
Orange
peel refers to texture in the finished painted surface similar to
that of an orange skin. Excessive orange peel is commonly
caused by a paint process in which the paint does not sufficiently
�flow out� on the part in either the application, flash, or
curing phases.Paint properties, substrate properties, part orientation and
geometry, booth conditions, flash and cure cycles, film builds,
and application parameters are determining factors controlling the
level of orange peel in the final product. Orange peel is tightly controlled on Class A automotive finishes.